these bits one was the BSA and the other was the Megacycle fix for the yams both the same way i thinkOriginally Posted by Ocean1


 Anorak
Anorak

these bits one was the BSA and the other was the Megacycle fix for the yams both the same way i think

Kinky is using a feather. Perverted is using the whole chicken
Bogeyman

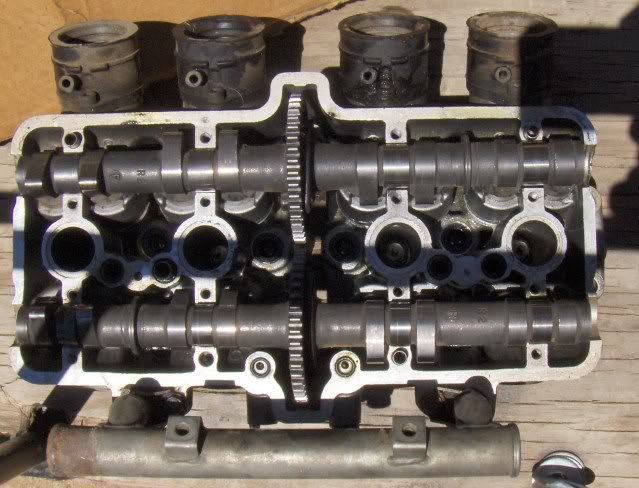
The BSA cam is steel, they've made a very heavy jig and TIG welded it.
The Megacycle cams in the pic look to be CI, they say "two lobes have been moved and hard welded in the new position".
The only "hard welding" I know about wouldn't be used to weld a shaft together, it'd be used to build up a lobe for re-grinding.
Go soothingly on the grease mud, as there lurks the skid demon
Jam and tarts....



Bummer, I expected the oldhams to be "relatively" straight forward.
Mr Bogan, do you reckon you can manage the idea Ocean1 has mentioned here? If so, I may have to send some cams your way
Will get the measurements next week, still 450km away from the bike
Don't quote me on this yet, but I think the ZX6/ZZR runs a hollow cam, but not for oil like Hondas of the era. This, to my noob head, seems like a good idea.
I found those links last night after much trawling. I may be getting a little obsessed with this...
Cheers Stephen
I... errr... have no idea what these diagrams are, moar google for me!
Edit:
I really like the simplicity of Ocean1s idea, I think I'll have to get the measurements done, then look at it
The biggest issue I'm seeing here is I need to cut it where the locating ring is on the exh cam.
Will have to see how much clearance there is and if the sleeve can be made with the raised thingy in it
This shows the bit I'm waffling about http://img91.imageshack.us/img91/3116/dscf0891.jpg
The intake side has it on the gap between 1 & 2, so no issue there
Alloy, stainless and Ti polishing.
Bling your bike out!
PM me
Anorak
Hint....when you are searching it is often 4000% faster to use the image option?
Kinky is using a feather. Perverted is using the whole chicken
Jam and tarts....
I do it a lot like that
More pics to make my silly idea even closer to reality...
I'll look up the spec for the cam journals so we have a vague reference as to the sizes of what's in there
Alloy, stainless and Ti polishing.
Bling your bike out!
PM me
111000101000100010011110
Yeh the hard bit will be the setup. Once I get em held in the lathe securely it'll be easy enough. Then again getting the setup right for pressing and pinning. You might have to buy me a boring bar though... and maybe some telescopic gauges too...
"A shark on whiskey is mighty risky, but a shark on beer is a beer engineer" - Tad Ghostal
Jam and tarts....
I don't like buying things
Hopefully this link works
https://www.dropbox.com/s/g28bx6hollmo9pj/02.jpg has the journal specs
Alloy, stainless and Ti polishing.
Bling your bike out!
PM me
Bogeyman
Yeah, that might be a problem, the ring is about the diameter you'd want for a sleeve. If that makes it too hard to sleeve you migh need to look at an alternative, like either a dowel and braize joint or building up the lobes and getting them reground.
Go soothingly on the grease mud, as there lurks the skid demon
Jam and tarts....
I wanted to avoid re-ground lobes if possible (I'm a cheap bugger)
I suppose, because the cam seems to be hollow, I can't have it machined down quite a bit and press fitted
What's the likelihood of a braze joint warping the cam?
Alloy, stainless and Ti polishing.
Bling your bike out!
PM me
Bogeyman
Similar risk to welding, you'd still want to jig up for it.
You might want to think about hard soldering it, also. Joint prep might look like below.
As for cost, pretty much any way it could be done would be cheaper than having the joint fail.
Go soothingly on the grease mud, as there lurks the skid demon
Jam and tarts....
What about modifying the locating groove? It's only on the oil feed and is a separate arm, there's no locating groove for the cam on the head. It could possibly be machine to accommodate a press fit sleeve with a locating ring machined on it?
Or cut the locating groove thingy off and have another made that is bolted to the oil feed gear
Alloy, stainless and Ti polishing.
Bling your bike out!
PM me
Low personal B.M.E.P.
Cut, bore both pieces using a travelling steady to hold the long piece. The cam is hollow simply to save weight - the insert doesn't need to be anything clever, mild steel will do, and it'll silver solder too. Pin it as well. The load, while interupted, isn't actually that great - i'd point out the huge number of cam sprockets which have been slotted and are held in place very effectively with two 6mm screws...
i disagree with the cost of failure...which ever cam breaks, the short end is going to stop with valves closed IMO...may be lucky and have no valve damage at all...If this actually works though, I'd not give a lot for the cush drive's chances in the back of the clutch.
Jam and tarts....
So, if I run an internal one with pins/weld, would it be wise to put the pins through before brazing the joint?
Could it even be possible to run a pinned internal rod, without weld?
Alloy, stainless and Ti polishing.
Bling your bike out!
PM me
Bogeyman
Right you are gov'nor, see pic. Edit: you'd want to machine the shaft OD first.
With Easyflow or similar you'd make most of the length of the joint about 0.05mm clearance, with perhaps the centre 4mm of the pin size for size. Tin the pin and cam bores, lay it into a simple jig to keep it aligned and timed, heat it up to about 650c and push the lot firmly together. As long as the surfaces are tinned properly that won't move, but it takes a mere 10 minutes to cross drill and ream the assembly and fit taper pins.
Editedit: You could probably use the same technique with the appropriate loctite instead of solder.
Go soothingly on the grease mud, as there lurks the skid demon
Jam and tarts....
I think this is the nicest sounding idea so far.
If I can pull this off, I'll have to owe you a beverage too
Nice and simple, I like simple
Alloy, stainless and Ti polishing.
Bling your bike out!
PM me
There are currently 1 users browsing this thread. (0 members and 1 guests)
 Posting Permissions
Posting Permissions

 Reply With Quote
Reply With Quote

Bookmarks