The foundry or metal casting stuff thats been going on the the ESE thread really inspired me to get on with having a go at this stuff.
If you can cast metal theres really not much you cant do. I dont think its going to be easy, most of it has been a bit of 2 steps forward 1 step back so far.
Im actually an old hand at this I cast a sinker weight or a sandwich toaster when I was in 4th form metalwork, I suspect not much has changed in the last 35 years since then.
First I found myself a furnace, looks nice but with the burner it had was struggling to melt cheese, I now have a new burner with a gentle breeze from a small blower.
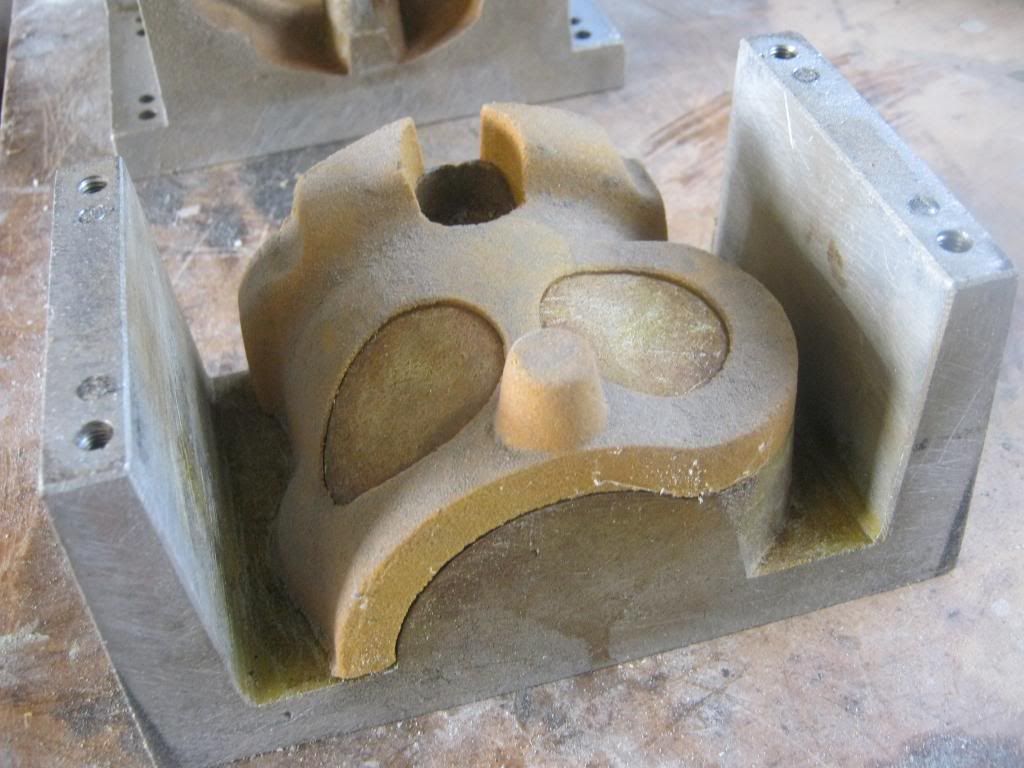
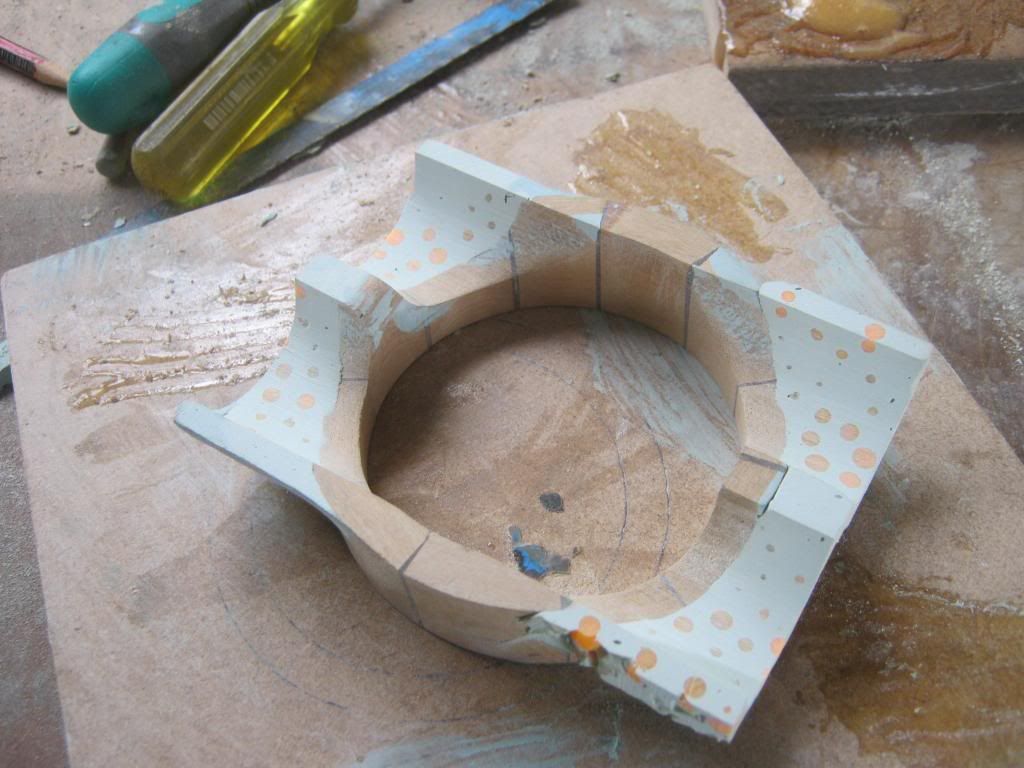
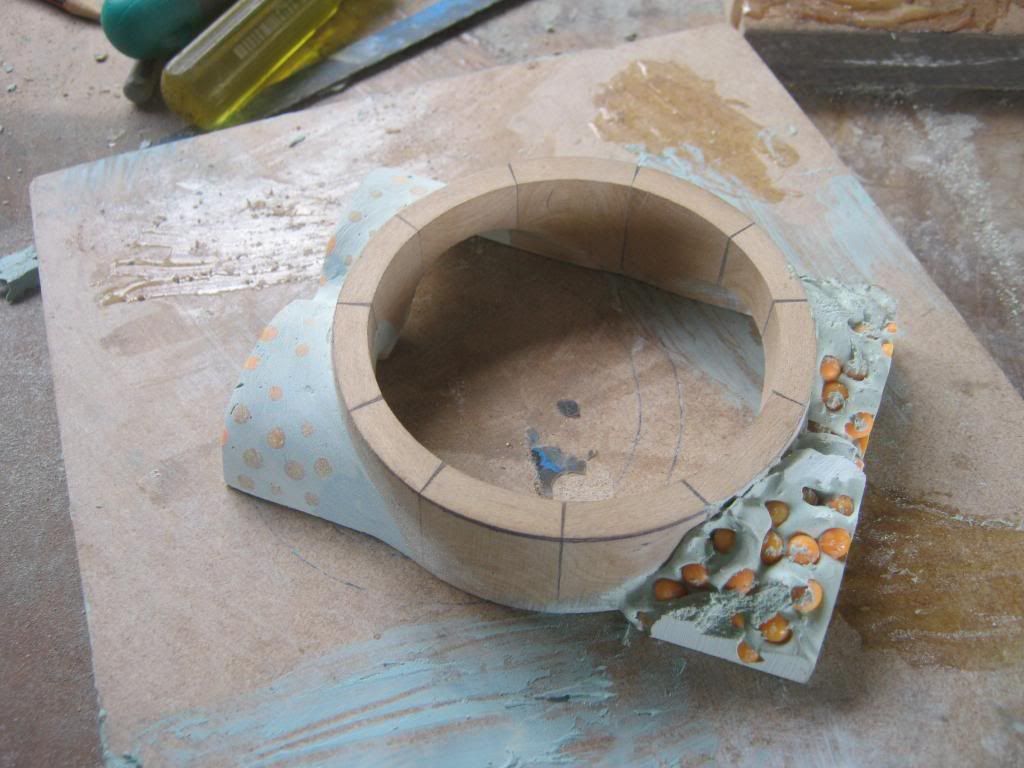
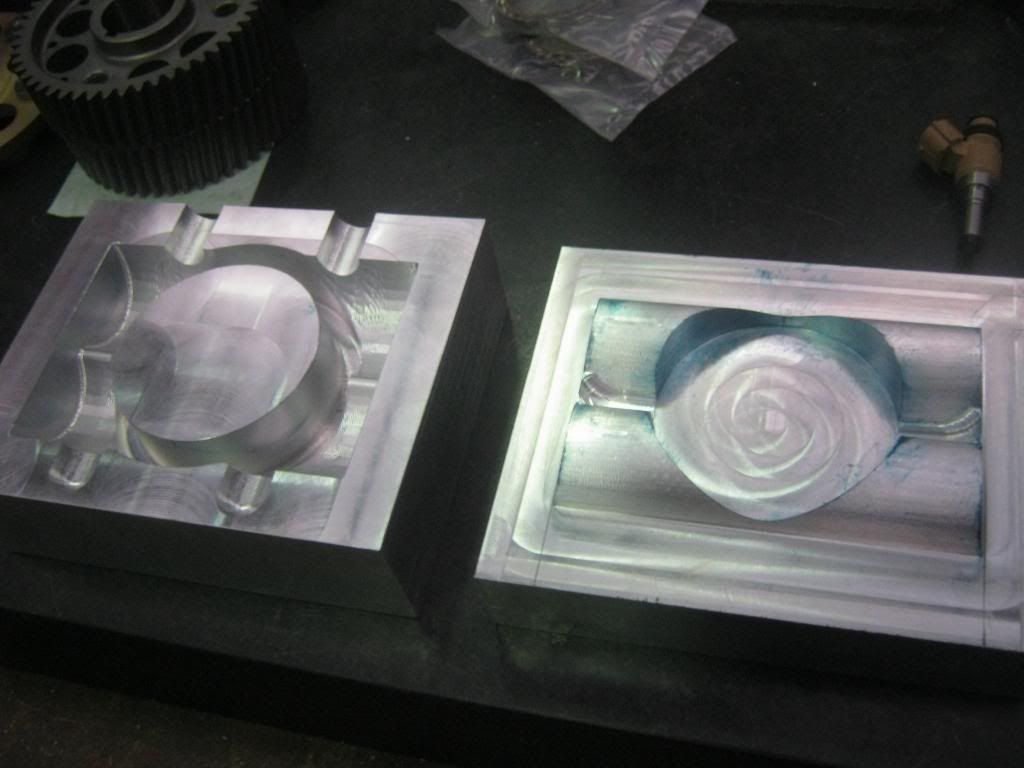
One of the first things I wanted to do was copy some parts to make moulds from, Husaberg put me onto a product called Vinamold its a rubbery hotmelt that feels a bit like silicone when at room temp but is a runny liquid at 160°C here my first stab at copying the transfers from a RG250 barrell
Attachment 290811
How it arrives, I bought 1.5kg its reusable so if you screw up just throw it back into the pot and try again
Attachment 290812
Attachment 290813
Attachment 290814
Attachment 290815
Attachment 290810
left over vinamold ready for next time





 Reply With Quote
Reply With Quote





































































Bookmarks